
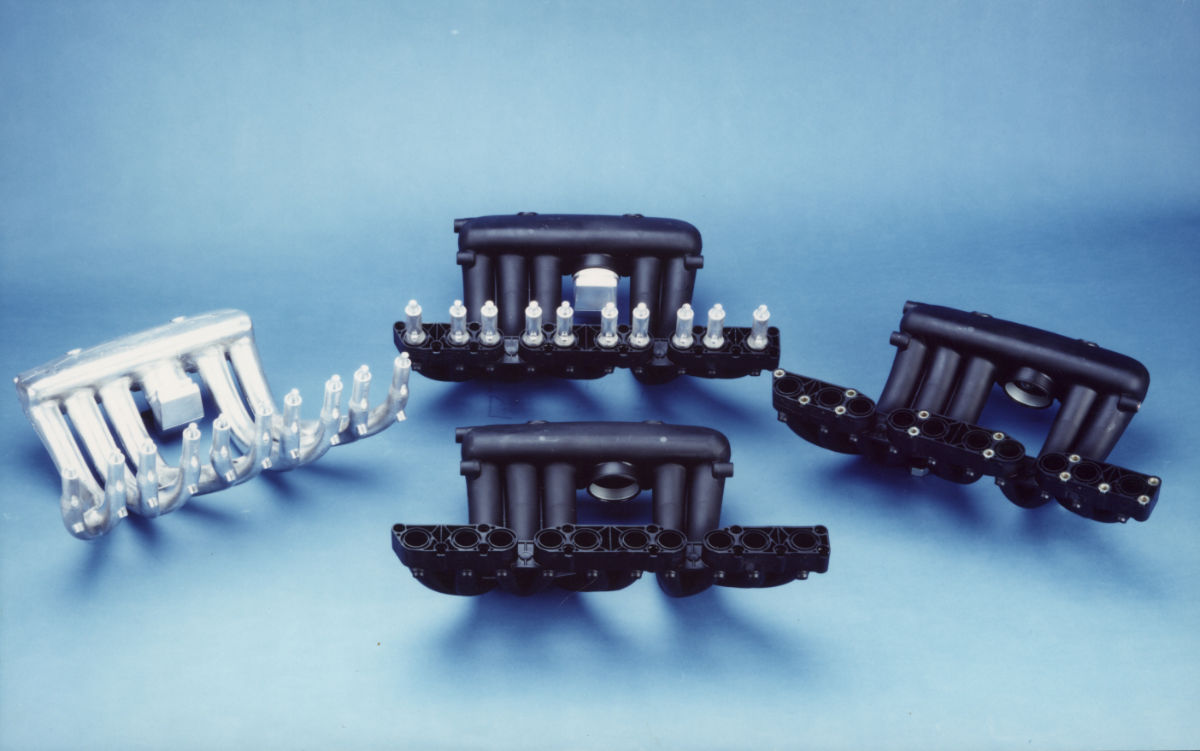
Das unmöglicher Herstellen: Fünfzylinder Ansaugkrümmer( Daimler Chrysler) aus 35 % Glas gefülltem Nylon.
Foto zeigt von links nach rechts: 1. Der Metallkern aus Niedrigschmelzenden Legierung. 2. Den Metallkern umspritzt mit Kunststoff. 3. Der fertiger Ansaugkrümmer, intern hinterschnitten, durch konventionellen Werkzeugbau-Methoden nicht herzustellen.
Das Unmögliche Herstellen!
Schmelzkern Technologie ist ein modernes Verfahren zur Herstellung von hinterschnittenen Kunststoffteilen aus hochwertigen Kunststoffen. Bei dem Verfahren werden zwei Formen eingesetzt.
Die erste Form, um den Metallkern aus Niedrigschmelzenden Legierung herzustellen. Der Metallkern wird in die zweite Form eingelegt und mit Kunststoff umspritzt und später in heißem Öl ausgeschmolzen. So entsteht ein komplex geformtes, hinterschnittenes Kunststoffteil aus hochwärmebeständigem Material. Einige der Anwendungen für dieses Verfahren sind Impellorpumpen, Tennisschläger und Ansaugkrümmer für Fahrzeuge. Bei diesem Verfahren entsteht durch den Metallkern eine extrem glatte Innenoberfläche. Schnelle Fertigungszeiten sind bei dem Verfahren möglich – 60 Sekunden einschließlich aller Schritte von der Metallkernherstellung, dem Umspritzen mit Kunststoff und dem Ausschmelzen der Legierung.
Die Schmelzkern-Technologie: Ein vereinfachter Ablauf des Verfahrens
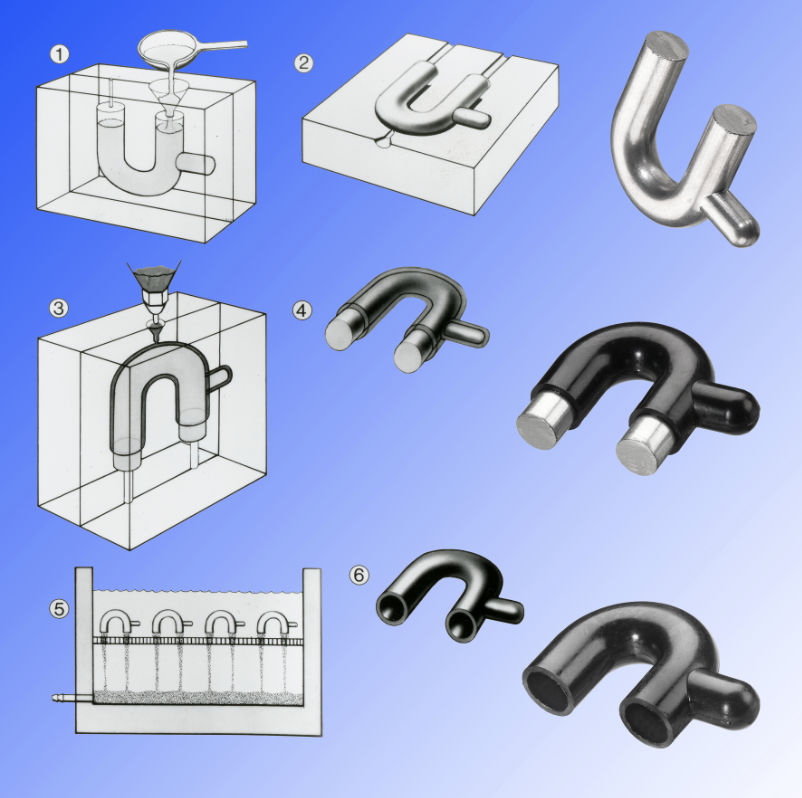
- Grundsätzlich werden zwei Formen für das Verfahren eingesetzt.
In der ersten Form wird der Kern, bestehend aus einer Niedrigschmelzender Legierung ( NSL ), gegossen, entweder von Hand mit einer Gießkelle oder voll automatisch. - Die offene Form zeigt den fertigen Abguß aus NSL.
- Der Abguss aus NSL wird in die zweite Form gelegt und durch die verlängerten Zapfen des Abgusses genau und mittig in der Form Festgehalten und anschließend mit einem Thermoplast oder Duroplast komplett umspritzt. Das Teil kann dann sofort entformt werden.
- Zeigt den mit Thermoplaste bzw. Duroplast umspritzten Kern
- Die Legierung wird in einem Behälter, in dem sich eine Lösung befindet, die eine höhere Schmelztemperatur hat als die Legierung – aber niedriger als die Wärmebeständigkeit des Kunststoffes. Die Legierung wird recycled
zur weiteren Herstellung der Kerne. - Der fertige Spritzgußteil, komplett hohl und maßhaltig.
Weitere wichtige Anwendungen der Kernschmelz-Technologie sind die Fertigung von einteiligen hohlen Tennisschlägern, Ansaugkrümmer, einteilige Impellerpumpen, Druckbehälter, Golfschläger und Ventilgehäuse. Nachbearbeitung fällt weg. Die Innen und Außenoberflächen werden perfekt. Metallteile können mit integriert werden.
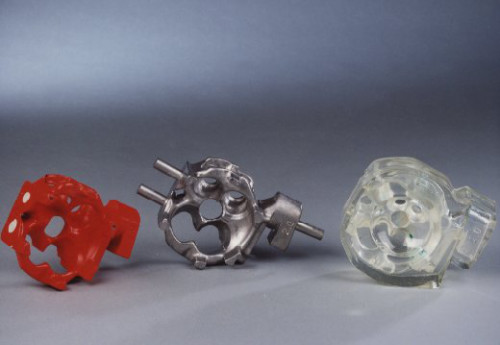
Fahrzeugbau: Ein Zylinderkopf Wassermantel aus transparentem Kunststoff

Die Vorteile des Vakuumgießens kombiniert mit einer der vielen Niedrigschmelzenden Legierungen ist die perfekte Lösung zur Herstellung einer transparenten Versuchseinrichtung zum Testen der Fließeigenschaften von Wasser. Ein Kern aus niedrigschmelzenden Legierung mit einer Schmelztemperatur weit unter 100°C wird in einer Form aus Silicone hergestellt. Transparentes, optisch perfektes Vakuumgießharz wird unter Vakuum um den Metallkern gegossen. Der Metallkern wird später in heißem Wasser komplett ausgeschmolzen und so entsteht ein optisch perfekter einteiliger Wassermantel, intern hinterschnitten.
Prozessablauf
Sie sehen gerade einen Platzhalterinhalt von Standard. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf den Button unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Weitere InformationenRechtlicher Hinweis: Dieses Video ist auf YouTube zu finden, hochgeladen von Кирилл Казмирчук, 13. Mai 2015
Alle Rechte / Copyrights liegen beim Author oder Ersteller.
Text: Ron Simmonds / MCP-HEK
Eigenschaften und Anwendungen von Scott AM Niedrigschmelzenden Legierungen
Scott AM Schmelzkern-Technologie zur Herstellung intern hinterschnittenen, einteiligen Formteilen aus Kohlefasern: ein Prototyp – Fahrradrahmen

Das Modell kann aus praktisch jedem Material bestehen – Tooling Block, Holz oder einem 3-D gedruckten Teil.

Um eine Formenhälfte herzustellen wird das Modell auf Trennebene aufgebaut und mit wärmebeständigem, gefüllten Harz laminiert und wärmebehandelt.
Die zweite Formenhälfte genau so.

Die beiden Formenhälften werden zusammengeschraubt und mit der empfohlenen Scott AM Niedrigschmelzenden Legierung gefüllt. Nach der Abkühlung wird der Metallkern entformt und mit Epoxidharz getränkter Kohlefaser laminiert und wärmebehandelt. Der Metallkern wird entweder in heißem Wasser oder im Autoklaven ausgeschmolzen.

Nach dem Ausschmelzvorgang, kann das Fahrrad aufgebaut werden.
Scott AM Niedrigschmelzende Legierungen sind wieder verwendbar.
Weitere interessante Anwendungen mit Scott AM Niedrigschmelzenden Legierungen





Spannen und Stützen von Werkstücken.
Das optimale Verfahren zum Spannen und Stützen von unregelmäßig geformten Werkstücken wie Turbinen und Triebwerksschaufeln unter Anwendung von Legierungen mit Schmeltemperaturen zwischen 70° C und 137° C .






Biegen von Rohren und Profilen.
Das Biegen und Umformen von Rohren, ohne dass eine Verflachung oder Faltenbildung eintritt. Auch zur Herstellung von "T"-Stücken und das Biegen von dünnwandigen Fensterprofilen.






Vielseitig und wiederverwendbar: Scott AM Niedrigschmelzende Legierungen.

Halterung von optischen Gläsern.
Weltweit das Standardverfahren zur Halterung und Schleifen von Glas- und Kunststofflinsen unter Anwendung von Legierungen mit Schmelztemperaturen zwischen 47° C – 70° C.

Dentaltechnologie.
Aus Silikonformen genaue Abgüsse in Niedrigschmelzenden Legierungen aus z. B.
Schmelzsicherungen.
Niedrigschmelzende Legierungen bieten Materialien von 20° C bis 300° C Schmelztemperatur an. Aus ihnen lassen sich einfache und wirksame Schmelzsicherungen herstellen, die auf jeden Übertemperatur verzögerungslos ansprechen.


![]() bietet das umfangreichste Angebot an Materialien, Zubehör und Anlagen
bietet das umfangreichste Angebot an Materialien, Zubehör und Anlagen
und der führende Lieferant mit der anerkannt umfassenden Kundenschulung. Scott AM-Vakuum-Gießmaterialien, sowie Silikone für Tooling-Anwendungen werden weltweit eingesetzt.